 English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk čeština
čeština Ελληνικά
Ελληνικά Українська
Українська नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine slovenský
slovenský Lietuvos
Lietuvos
Zavedení struktury otvoru pro tažení drátu
Zavedení struktury otvoru pro tažení drátu
Představení struktury otvoru v matrici pro tažení drátu
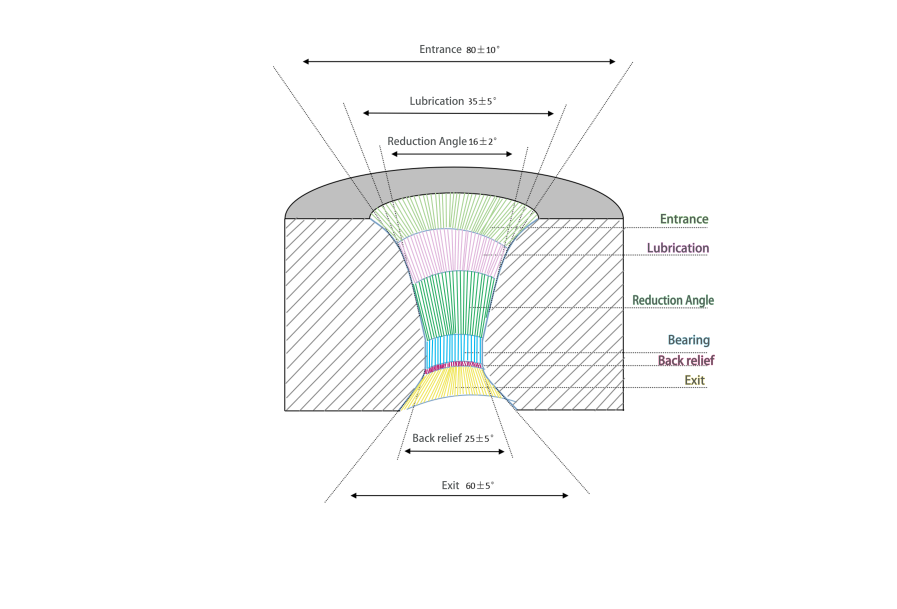
Vstupní zóna : Kreslicí materiály vstupují do matric touto oblastí. Obecně se jedná o oblouk, aby se zabránilo poškrábání tažného materiálu od razidel.
Mazací zóna: Slouží pro mazací mazání pro skladování maziva a taženého materiálu, které přispívá k hladkému tažení.
Zóna zmenšení: Je to zóna plastické deformace pro kreslení kovů, jejíž klíčovým rozměrem je délka a úhel. Menší délka způsobí, že tažný kov způsobí větší tlak na redukční zónu. To výrazně zvýší tahové napětí a urychlí opotřebení zápustek, což ovlivní účinek tažení. Délka redukční zóny se liší v různém tažném materiálu, průměru a mazání. Princip výběru je: 1) délka by měla být kratší při tažení drátu z měkkého kovu ve srovnání s drátem z tvrdého kovu; 2) délka by měla být kratší při tažení drátu o malém průměru ve srovnání s drátem o velkém průměru; 3) délka by měla být kratší při tažení za mokra ve srovnání s úhlem zóny snížení tažení za sucha: větší úhel zvýší pevnost v tahu a tvrdost tažného materiálu a zároveň sníží ohyb a kroucení. Úhel redukční zóny by měl být menší při tažení oceli, zatímco by měl být větší při tažení neželezných kovů a karbidu.
Délka ložiska: Výkresový materiál získává svou konečnou velikost prostřednictvím délky ložiska, Délka ložiska, mazání jednotlivých částí výkresu se liší materiál. Pokud je délka ložiska příliš dlouhá, zvýší se tření, což zvýší teplotu formy a následně ovlivní životnost formy. Zvýší se také tahové napětí, které způsobí zvýšení míry smrštění a lomu při tažení a také spotřebu prášku; pokud je délka ložiska příliš krátká, změny ložiska ovlivní konečnou velikost ve výkresu.
Obecně 1) délka ložiska je kratší při tažení materiálu z měkkého kovu ve srovnání s materiálem z tvrdého kovu; 2) délka ložiska by měla být kratší při tažení drátu o malém průměru ve srovnání s drátem o velkém průměru; 3) Délka ložiska by měla být kratší při tažení za mokra ve srovnání s tažením za sucha.
Zadní reliéf a výstup: Výstup je poslední částí, kde kreslící materiál odchází z matric. Slouží k ochraně délky ložiska před prasknutím. Výstup by neměl být příliš krátký, jinak se výstup snadno zlomí; prostředky pro odlehčení zadní části, které zajistí, že tažný kov nepoškrábe výstup a neovlivní kvalitu drátu; během nastavování matric musí být ostrá část spojující výstup a ložisko vybroušena do oblouku, aby se zabránilo poškrábání drátu při průchodu matricí.

Wire China 2024
Zúčastníme se Wire China 2024 v Šanghaji.
Přečtěte si víceRole SOLID STRANDING DIES a její aplikace v průmyslové výrobě
SOLID STRANDING DIES, tedy pevné splétací matrice, je nepostradatelným a důležitým nástrojem v průmyslu výroby drátů a kabelů. Nyní představím roli SOLID STRANDING DIES a její aplikaci v průmyslové výrobě.
Přečtěte si víceO holení peeling umírá
O aplikaci peelingových matric na holení
Přečtěte si více